গিয়ার ছাঁচ ডিজাইন, বিশেষত প্লাস্টিকের গিয়ারগুলির জন্য, traditional তিহ্যবাহী ছাঁচ ডিজাইন থেকে উল্লেখযোগ্যভাবে পৃথক। দাঁত বেধ (একটি গিয়ার দাঁতের উভয় পক্ষের মধ্যে চাপের দৈর্ঘ্য), মডিউল (গিয়ার আকার পরিমাপের একটি প্যারামিটার), এবং চাপ কোণ (ফোর্স এবং গতির দিকের দিকের দিকের দিকের দিকের দিকের দিকনির্দেশনা বাদ দিয়ে) যেমনটি অভিজ্ঞতাগত তথ্যের উপর ভিত্তি করে সমন্বয় প্রয়োজন।
অন্যান্য প্রক্রিয়াগুলির বিপরীতে, গিয়ার ছাঁচগুলি সঙ্কুচিত হারের ভিত্তিতে সরাসরি প্রক্রিয়া করা যায় না। পেশাদার গিয়ার এবং গিয়ারবক্স নির্মাতারা, দীর্ঘমেয়াদী অভিজ্ঞতা এবং কম্পিউটার সফ্টওয়্যার সংস্থাগুলির সাথে সহযোগিতা উপার্জন করে গিয়ার ছাঁচ গহ্বরের পরামিতি গণনা করার জন্য বিশেষ সফ্টওয়্যার তৈরি করেছেন। এই সফ্টওয়্যারটি সরাসরি গিয়ার প্যারামিটার এবং প্রোফাইল তৈরি করতে পারে, গিয়ার পরিবর্তনকে সহায়তা করে এবং দাঁত নির্ভুলতা বাড়িয়ে তুলতে পারে। আসুন প্লাস্টিকের গিয়ার ছাঁচ ডিজাইনের জটিলতাগুলি আবিষ্কার করি।
প্লাস্টিকের গিয়ার ছাঁচের জন্য গহ্বর নকশা
প্লাস্টিকের গিয়ার ছাঁচের জন্য গহ্বরের নকশা করা সর্বদা ছাঁচ শিল্পে প্রযুক্তিগত চ্যালেঞ্জ হয়ে দাঁড়িয়েছে, মূলত দুটি কারণে:
1। প্লাস্টিকের সঙ্কুচিত হারে নির্ভুলতা:
প্লাস্টিকের গিয়ারগুলির ছাঁচনির্মাণ প্রক্রিয়া চলাকালীন, প্লাস্টিকের গ্রানুলগুলি উচ্চ তাপের নীচে একটি গলিত অবস্থায় রূপান্তরিত করে এবং তারপরে শক্ত প্লাস্টিকের গিয়ার তৈরি করতে শীতল হয়। এই প্রক্রিয়া চলাকালীন প্লাস্টিকের সঙ্কুচিত হার একটি পরিসীমা মান, যা সুনির্দিষ্ট সঙ্কুচিত হার নির্ধারণ করা কঠিন করে তোলে।
2। ছাঁচের গহ্বরের জন্য অ-রৈখিক সঙ্কুচিত গণনা:
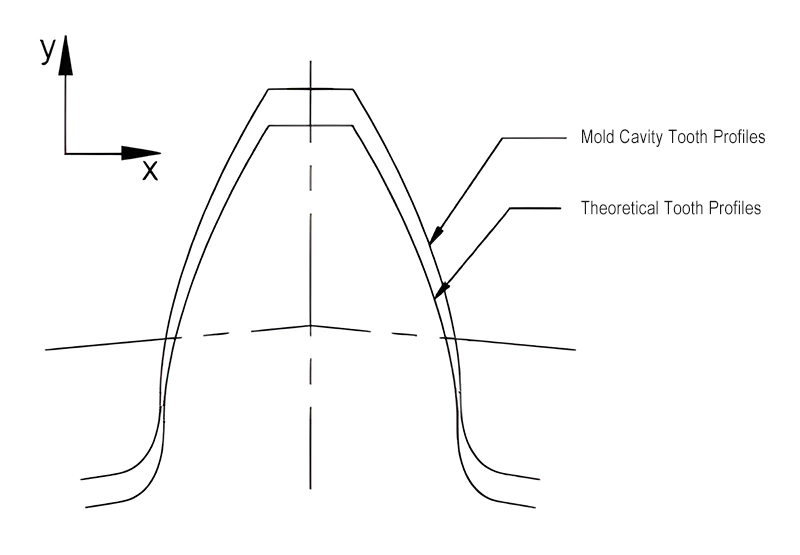
ছোট ছোট মডিউল প্লাস্টিকের গিয়ার ছাঁচের জন্য, ছাঁচ গহ্বরটি মূলত একটি কাল্পনিক গিয়ার উপস্থাপন করে। এই কাল্পনিক গিয়ারগুলি স্থানান্তরিত গিয়ার এবং অভ্যন্তরীণ গিয়ার উভয় থেকে পৃথক। সঙ্কুচিত হওয়ার পরে, এটি কাঙ্ক্ষিত প্লাস্টিকের গিয়ারে পরিণত হয়। এই কাল্পনিক গিয়ারের জড়িত দাঁত প্রোফাইলের সংকোচনের বিষয়টি সাধারণ প্লাস্টিকের অংশগুলিতে দেখা আইসোট্রপিক সঙ্কুচিতের মতো অভিন্ন নয়। গিয়ার প্লেনে, এক্স এবং ওয়াই দিকনির্দেশের সঙ্কুচিততা অসম, যা চিত্র 1-এ দেখানো হয়েছে, অ-রৈখিক সঙ্কুচিত হওয়ার দিকে পরিচালিত করে।
গিয়ার ছাঁচ গহ্বর ডিজাইনের সঠিক উপায়
এই প্রযুক্তিগত চ্যালেঞ্জগুলির মুখোমুখি হওয়া, ছাঁচের গহ্বরগুলি ডিজাইনের জন্য আইসোট্রপিক সঙ্কুচিত পদ্ধতি ব্যবহার করে প্রায়শই সাবঅপটিমাল ফলাফল দেয়। ব্যবহারিক অভিজ্ঞতা এবং প্লাস্টিকের সঙ্কুচিত হারের যথাযথ অনুমানের উপর ভিত্তি করে, আমরা গিয়ার ছাঁচের গহ্বরের তাত্ত্বিক নকশার জন্য ভেরিয়েবল মডিউল পদ্ধতিটি ব্যবহার করার পরামর্শ দিই, তারপরে ছাঁচের গহ্বরের নির্ভুলতা এবং যৌক্তিকতা নিশ্চিত করার জন্য দাঁত প্রোফাইল সংশোধন করে।
ভেরিয়েবল মডিউল পদ্ধতিটি ধরে নিয়েছে যে বিভিন্ন প্রক্রিয়াকরণ পর্যায়ে, বেস বৃত্ত ব্যাস, পিচ সার্কেল ব্যাস, অ্যাডেন্ডাম সার্কেল ব্যাস এবং একটি গিয়ারের ডেডেন্ডাম সার্কেল ব্যাসকে সাধারণ হাতা-জাতীয় অংশগুলির রেডিয়াল মাত্রা পরিবর্তনের অনুরূপ, স্কেলিং বা আনুষ্ঠানিকভাবে সামঞ্জস্যপূর্ণ থাকে। একটি গিয়ারের পিচ বৃত্তের জন্য, সূত্র ডি=এমজেড দ্বারা নির্ধারিত হিসাবে, এটি কেবল মডিউল এম এবং দাঁত জেডের সংখ্যার উপর নির্ভরশীল।
যেহেতু একটি নির্দিষ্ট গিয়ারে দাঁত সংখ্যা স্থির থাকে, তাই আমরা প্রক্রিয়াজাতকরণের সময় মডিউলটির পরিবর্তন হিসাবে পিচ বৃত্ত ব্যাসের পরিবর্তন বিবেচনা করতে পারি। এই নীতিটি বোঝায় যে প্লাস্টিকের গিয়ার ছাঁচ গহ্বর দ্বারা অন্তর্ভুক্ত স্থানটি একটি কাল্পনিক গিয়ার যা ধ্রুবক সংখ্যা এবং চাপ কোণ সহ এর খাঁজগুলি গহ্বরের দাঁত প্রোফাইল গঠন করে।
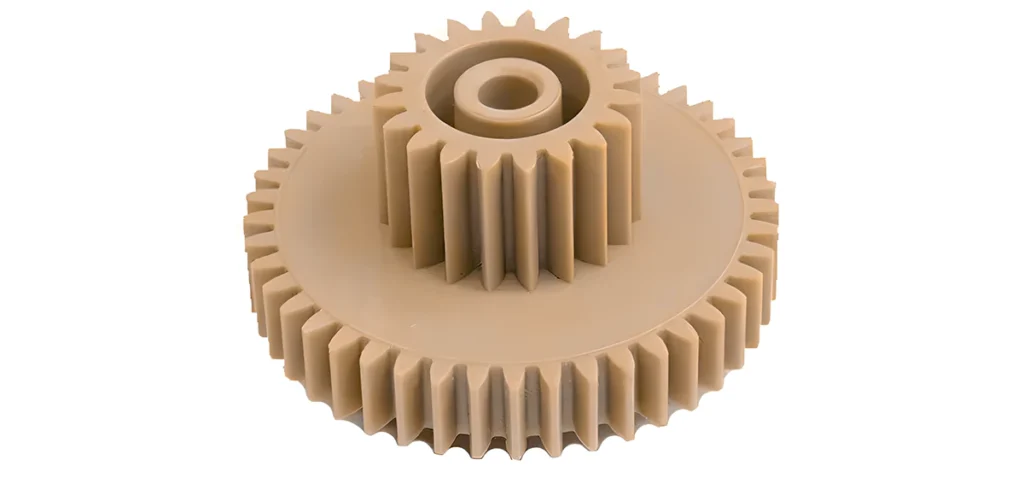
আমরা আনুপাতিক পদ্ধতি ব্যবহার করে এই কাল্পনিক গিয়ারের মডিউলটি গণনা করতে পারি। এই গণনার সূত্রটি এম '= (1 + η%) মি। এই সূত্রে, এম 'ছাঁচ গহ্বর দাঁত প্রোফাইলের মডিউলটি উপস্থাপন করে, এম ডিজাইন করা গিয়ারের তাত্ত্বিক মডিউল এবং η% হ'ল প্লাস্টিকের সঙ্কুচিত হার। সংশ্লিষ্ট গিয়ার গণনা সূত্রে মডিউল এম 'প্রতিস্থাপনের মাধ্যমে, ফলস্বরূপ গিয়ারটি ছাঁচের গহ্বরের কাল্পনিক গিয়ারকে উপস্থাপন করে। অনুশীলন দেখিয়েছে যে ভেরিয়েবল মডিউল পদ্ধতিটি চিত্র 2-এ প্রদর্শিত ছাঁচ গহ্বরের পণ্য দ্বারা প্রদর্শিত হিসাবে জড়িত দাঁত প্রোফাইলগুলিতে অ-রৈখিক সঙ্কুচিতদের চ্যালেঞ্জকে কার্যকরভাবে সম্বোধন করে।
প্লাস্টিকের গিয়ার ছাঁচের জন্য গেট ডিজাইন
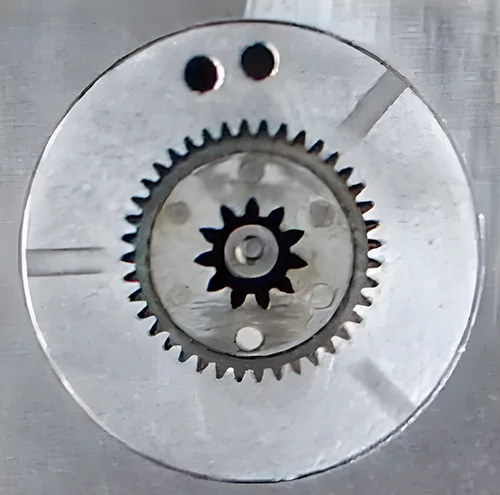
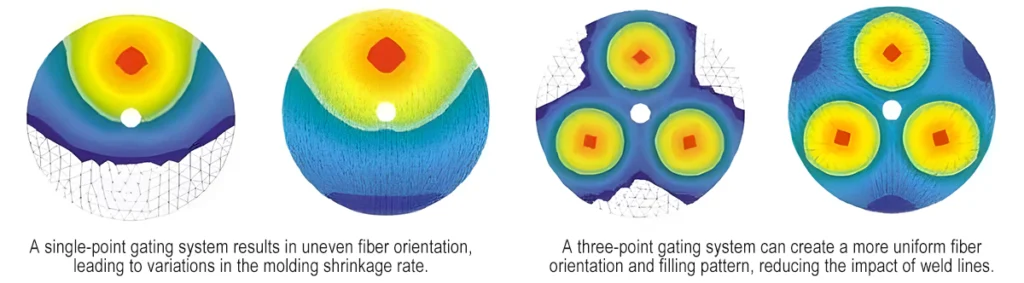
প্লাস্টিকের গিয়ারগুলি ছাঁচনির্মাণের প্রক্রিয়াতে, গেটের অবস্থানটি গিয়ারগুলির যথার্থতা বিশেষত তাদের রেডিয়াল রানআউটকে উল্লেখযোগ্যভাবে প্রভাবিত করে। গেটের বিতরণ ফর্মটি প্লাস্টিকের গিয়ারগুলির সামগ্রিক যান্ত্রিক বৈশিষ্ট্যগুলিকে অত্যন্ত গুরুত্বপূর্ণভাবে প্রভাবিত করে। প্লাস্টিকের গিয়ার ছাঁচগুলির জন্য গেটগুলি ডিজাইন করার সময়, যদি গিয়ার পণ্যটি অনুমতি দেয় তবে এটি একটি তিন-পয়েন্ট গেটিং সিস্টেম ব্যবহার করার পরামর্শ দেওয়া হয়। আদর্শভাবে, এই তিনটি পয়েন্ট একই বৃত্তাকার চাপে অবস্থিত হওয়া উচিত এবং সমানভাবে বিতরণ করা উচিত, যেমন চিত্র 3 এ দেখানো হয়েছে।
একটি তিন-পয়েন্টের ভারসাম্যযুক্ত গেটিং সিস্টেম ব্যবহার করে, প্লাস্টিকের গলে গেটগুলি থেকে রেডিয়ালি প্রবাহিত হয়, প্রবাহের ফ্রন্টগুলিতে রূপান্তর করে তিনটি ওয়েল্ড লাইন তৈরি করে। এই ld ালাই লাইনে, তন্তুগুলির ওরিয়েন্টেশন প্রবাহের সামনের সমান্তরাল হতে থাকে। গিয়ারগুলিতে, এর ফলে ফাইবারগুলি ওয়েল্ড লাইনে রেডিয়ালি বিতরণ করা হয়, যখন এলোমেলোভাবে গিয়ারের অন্যান্য অংশে বিতরণ করা হয়। এটি ওয়েল্ড লাইনের সাথে কম সঙ্কুচিত অঞ্চল তৈরি করে। ওয়েল্ড লাইন এবং বাকী গিয়ারগুলির মধ্যে ফাইবার ওরিয়েন্টেশনের পার্থক্যটি একক গেটের সাথে গিয়ারগুলির তুলনায় কম উচ্চারণ করা হয়, যার ফলে উচ্চতর গিয়ার নির্ভুলতার দিকে পরিচালিত হয়। চিত্র 4 এ তিন-পয়েন্ট সমানভাবে বিতরণ করা গেট বনাম একক এক্সেন্ট্রিক গেট ব্যবহার করার সময় ফাইবার ওরিয়েন্টেশন এবং ফিলিং নিদর্শনগুলির একটি পরিকল্পনামূলক তুলনা দেখায়।
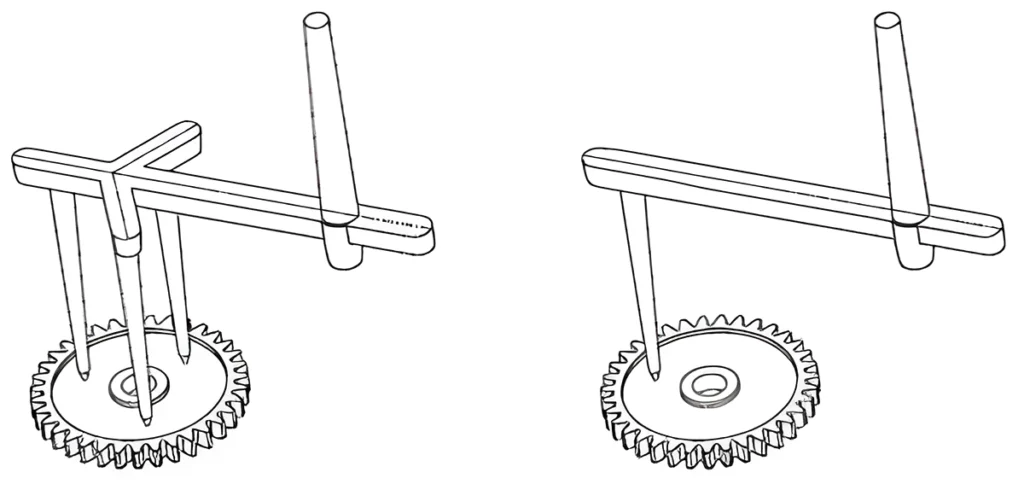
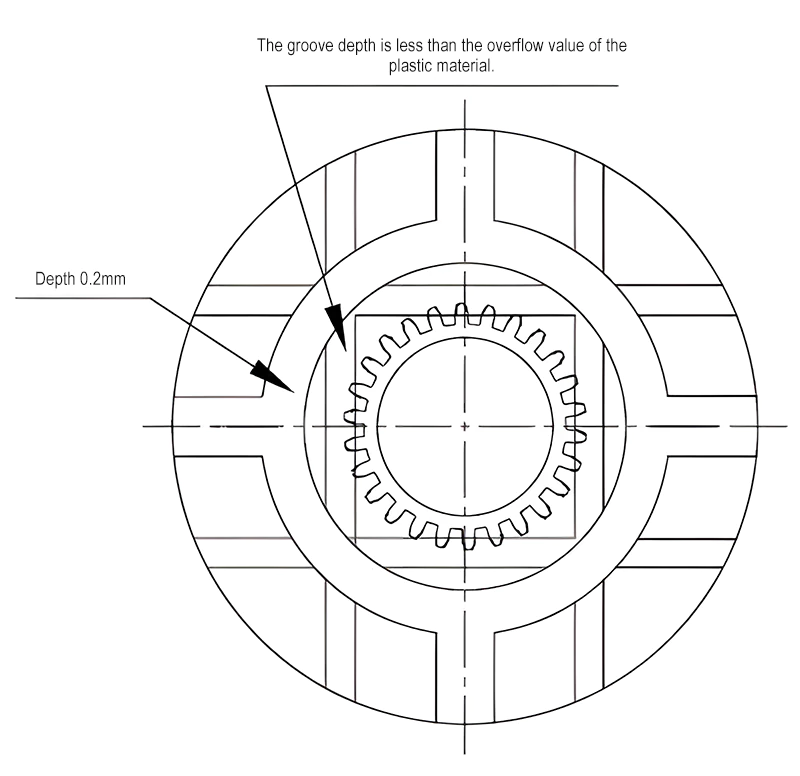
প্লাস্টিকের গিয়ার ছাঁচগুলির জন্য ভেন্টিং ডিজাইন
প্লাস্টিকের ছাঁচ নকশায় বিবেচনা করার জন্য ভেন্টিং একটি গুরুত্বপূর্ণ দিক। প্লাস্টিকের গিয়ার ছাঁচগুলির জন্য, দাঁত পৃষ্ঠগুলিতে ভেন্টিংয়ের নকশা বিশেষভাবে গুরুত্বপূর্ণ। আমরা গ্রাইন্ডিং মেশিন সহ গিয়ার ছাঁচের বেশিরভাগ পৃষ্ঠকে মেশিন করি। এই প্রক্রিয়াটি একটি ভাল পৃষ্ঠ থেকে পৃষ্ঠের ফিটকে নিশ্চিত করে। যাইহোক, এটি ইনজেকশন প্রক্রিয়া চলাকালীন শেষ অঞ্চলগুলিতে অপর্যাপ্ত ফিলিংয়ের ফলস্বরূপ। আটকা পড়া বাতাস দূর করতে, দাঁত পৃষ্ঠগুলিতে ভেন্টিং খাঁজ তৈরি করা প্রয়োজন। সাধারণত, দাঁত পৃষ্ঠগুলিতে এই ভেন্টিং খাঁজগুলির নকশা চিত্র 5 -এ দেখানো হয়েছে।
প্লাস্টিকের গিয়ার ছাঁচগুলির কাঠামোগত নকশা
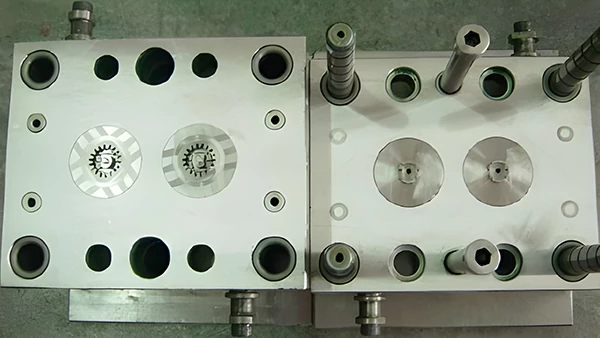
প্লাস্টিকের গিয়ার ইনজেকশন ছাঁচনির্মাণ প্রায়শই পয়েন্ট গেট ব্যবহার করে, ছাঁচের কাঠামোটি সাধারণত একটি তিন-প্লেট ডিজাইন গ্রহণ করে। চিত্র 6 একটি গিয়ার ছাঁচের নকশা চিত্রটি দেখায় এবং চিত্র 7 প্রকৃত গিয়ার ছাঁচটি প্রদর্শন করে। গিয়ার ছাঁচের কার্যকরী নীতিটি নিম্নরূপ:
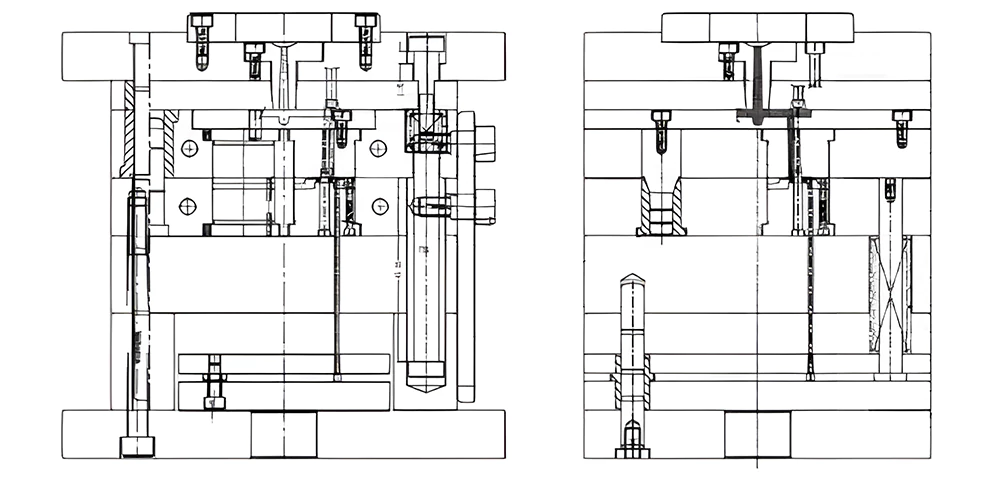
ইনজেকশন ছাঁচনির্মাণ ক্রিয়াটি শেষ করার পরে, ছাঁচের অস্থাবর অংশটি ইনজেকশন ছাঁচনির্মাণ মেশিনের ড্রাইভের নীচে খুলতে শুরু করে:
- বিভাজনের প্রথম পর্যায়ে: স্প্রিং 1 এর ক্রিয়াকলাপের কারণে, স্ট্রিপার প্লেটটি প্লেট এ থেকে অংশ নিতে শুরু করে স্প্রু পুলার পিন অ্যাকশন স্ট্রিপার প্লেটের মূল চ্যানেলটি ঠিক করে এবং গেটটি পণ্য থেকে বিচ্ছিন্ন হয়ে যায়।
- দ্বিতীয় পর্যায়েপার্টিং: টাই-বার অ্যাসেমব্লির ক্রিয়াকলাপের অধীনে ছাঁচটি 95 মিমি খোলার পরে, স্ট্রিপার প্লেটটি স্প্রু বুশ থেকে মূল চ্যানেলটি ছেড়ে দিয়ে ফেসপ্লেট থেকে পৃথক হতে শুরু করে।
- তৃতীয় পর্যায়পার্টিং: ছাঁচটি খোলার সাথে সাথে টাই-বার অ্যাসেমব্লির ক্রিয়াকলাপের অধীনে, প্লেট এ প্লেট বি থেকে অংশ নেওয়া শুরু করে 90 মিমি খোলার পরে, ইজেক্টর প্লেটটি সরানো শুরু করে, পণ্যটি বের করে দেয়। এই প্রক্রিয়া চলাকালীন, ইজেক্টর প্লেটের গাইড পোস্টগুলি ইজেকশনের ভারসাম্য বাড়ানোর জন্য ব্যবহৃত হয়। ইজেক্টর প্লেটটি স্প্রিং 2 এর ক্রিয়াকলাপের অধীনে পুনরায় সেট করে। এটি পুরো ছাঁচ খোলার এবং ইজেকশন ক্রিয়াটি সম্পূর্ণ করে।
প্লাস্টিকের গিয়ার ছাঁচ উত্পাদন
প্লাস্টিকের গিয়ারগুলি ছাঁচনির্মাণের প্রক্রিয়াতে, গিয়ার ছাঁচটি প্লাস্টিকের গিয়ারগুলি আকার দেওয়ার এবং তাদের যথার্থতা নিশ্চিত করার মূল সরঞ্জাম। প্লাস্টিকের গিয়ার ছাঁচটি দুটি প্রধান অংশে বিভক্ত করা যেতে পারে: গিয়ার গহ্বর এবং ছাঁচ ফ্রেম। গিয়ার গহ্বর, যা গিয়ার রিং হিসাবেও পরিচিত, পুরো গিয়ার ছাঁচ উত্পাদন প্রক্রিয়াটির সবচেয়ে সমালোচনামূলক এবং নির্ভুল-দাবিকারী অংশ।
1। গিয়ার গহ্বর যন্ত্র
গিয়ার গহ্বরের যন্ত্রটি প্লাস্টিকের গিয়ার ছাঁচ তৈরিতে মূল বিষয়। প্লাস্টিকের গিয়ারগুলির ছাঁচনির্মাণ 'প্রতিরূপ' প্রক্রিয়াজাতকরণের একটি রূপ। এই প্রক্রিয়াতে, গহ্বরের দাঁত প্রোফাইলটি গিয়ার দাঁত আকারের একটি বিকৃত টেম্পলেট। অতএব, গহ্বরের মাত্রিক নির্ভুলতা এবং পৃষ্ঠের রুক্ষতা কঠোরভাবে নিয়ন্ত্রণ করা অপরিহার্য। বার্স, এক্সকেন্টিসিটি এবং পৃষ্ঠের স্ক্র্যাচগুলির মতো ত্রুটিগুলি এড়াতে এটি অপরিহার্য। অতএব, গহ্বর উত্পাদনের যথার্থতা নিশ্চিত করার জন্য একটি কঠোর গিয়ার গহ্বরের যন্ত্র প্রক্রিয়া অবশ্যই প্রতিষ্ঠিত করতে হবে।
গিয়ার গহ্বরের মেশিনিংয়ের জন্য মূলত চারটি পদ্ধতি রয়েছে: তারের কাটিয়া, বৈদ্যুতিক স্রাব মেশিনিং (ইডিএম), ইলেক্ট্রোফর্মিং এবং বেরিলিয়াম কপার অ্যালো কাস্টিং। এই পদ্ধতির প্রতিটি গিয়ার গহ্বরের মেশিনিংয়ের জন্য এর সুবিধা এবং অসুবিধা রয়েছে। নির্মাতারা সাধারণত জড়িত সোজা নলাকার গিয়ারগুলির জন্য তারের কাটিয়া ব্যবহার করেন এবং সাধারণত হেলিকাল গিয়ারগুলির জন্য ইডিএম পছন্দ করেন। অতিরিক্তভাবে, তারা তারের কাটিয়া ব্যবহার করে গিয়ার গহ্বরের ইডিএমের জন্য ব্যবহৃত ইলেক্ট্রোডগুলি মেশিন করতে পারে। একটি ছোট হেলিক্স কোণ (6 ডিগ্রির চেয়ে কম বা সমান) সহ হেলিকাল গিয়ার ইলেক্ট্রোডগুলির জন্য, তারের কাটা এখনও প্রযোজ্য।
2। ছাঁচ ফ্রেম মেশিনিং
ছাঁচ ফ্রেম, যা ছাঁচ বেস হিসাবেও পরিচিত, এটি গিয়ার ছাঁচের একটি সহায়ক অংশ। ছাঁচ ফ্রেমের মেশিন করার প্রক্রিয়াটি সাধারণ প্লাস্টিকের ইনজেকশন ছাঁচগুলির মতো। অতএব, এই নিবন্ধটি এটি সম্পর্কে বিস্তারিত জানাবে না। চিত্র 8 গিয়ার ছাঁচ ফ্রেম মেশিনিংয়ের আসল চিত্র দেখায়।